Uređaji za zatvaranje rolni za sterilizaciju
Nakon punjenja, prozirna pakovanja zatvaraju se postupkom toplotnog zavarivanja. Ovaj postupak se sprovodi uz pomoć posebno dizajniranog uređaja za toplotno varenje pakovanja (nije isti kao oni koji se koriste u domaćinstvu). Kese za sterilizaciju su dizajnirane tako da se između dva otporna sloja na toplinu nalazi sloj koji se rastapa (sloj polipropilena ili neka vrsta premaza koji se rastapa). U postupku toplotnog zavarivanja, umetnuti sloj se zagreva do tačke topljenja. Umetnuti topivi sloj je zapravo veza između druga dva sloja, tj. nakon procesa hlađenja on ih spaja u celinu, te na taj način samo pakovanje čini kompaktnim (čuva sistem sterilne barijere).

Nakon punjenja, prozirna pakovanja zatvaraju se postupkom toplotnog zavarivanja. Ovaj postupak se sprovodi uz pomoć posebno dizajniranog uređaja za toplotno varenje pakovanja (nije isti kao oni koji se koriste u domaćinstvu). Kese za sterilizaciju su dizajnirane tako da se između dva otporna sloja na toplinu nalazi sloj koji se rastapa (sloj polipropilena ili neka vrsta premaza koji se rastapa). U postupku toplotnog zavarivanja, umetnuti sloj se zagreva do tačke topljenja. Umetnuti topivi sloj je zapravo veza između druga dva sloja, tj. nakon procesa hlađenja on ih spaja u celinu, te na taj način samo pakovanje čini kompaktnim (čuva sistem sterilne barijere).
Sam kvalitet vara zavisi od izbora parametara koji se nalaze na samom uređaju za varenje, a to su temperatura, snaga pritiska i vreme zadržavanja (brzina trake). Temperatura zavarivanja može biti različita (a to zavisi od karakteristika meterijala koji se koristi – temperature se dostupne u tehničkim opisima od strane proizvođača). Najčešće temperature zavarivanja kreću se između 150 i 220 stepeni po Celziusu, dok temperatura zavarivanja za pakovanje materijala za plazma sterilizaciju iznosi 120 Celzijusovih stepeni.
Spoj koji je zavaren mora biti neprekinut, celovit i ravan, bez ikakvih iskrivljenih ili izgižvanih delova. Širina vara ne sme biti manja od 8 mm. Zavareni spoj se sastoji ili od neprekinutog zavarenog spoja, ili od 3-4 fina rebrasta spoja (u oba slučaja širina ne sme biti manja od 8 mm).
Optimalno zavaren spoj je uvek stvar kompromisa između čvrstoće i osobine boljeg odlepljivanja.
Sam uređaj za zavarivanje se mora pregledati svaki dan pre stavljanja u pogon, a nakon toga pustiti u rad, što sve treba uredno dokumentovati. Potvrda ispravnosti uređaja podrazumeva brzu i ciljanu proveru odnosa kontaktnog pritiska i temperature zavarivanja. Takođe, postoji i oprema za ispitivanje postupaka zavarivanja -po normi ISO 11607 i EN 865-5.
Postoje dve vrste uređaja za zavarivanje:
- Impulsni uređaj (zavarivanje sa polugom) – mehanizam rada je takav da se pakovanje stavlja između vrućih traka, a zatim se trake uz pomoć poluge spoje preko pakovanja koje se između njih nalazi. Ovakvi uređaji su vrlo osetljivi na oštećenja i kao takvi ne mogu osigurati ravnomeran fizički pritisak, a samim tim ni jednolično zavaren spoj. Takvi se uređaji ne bi trebalo koristiti za pakovanje materijala u medicinske svrhe.
- Rotitajući uređaj (zavarivanje s pokretnim valjcima) – uređaj automatski provlači paket kroz zagrejane kanale i dva rotirajuća valjka za zavarivanje. Postoji ugrađeni uređaj za ispis podataka na pakovanja za sterilizaciju – što omogućava dokumentovanje i označavanje zavarenog spoja.
Parametri hermetičkog zatvaranja,kontrolni protokoli (ISO 11607-2):

Metilen plavo – kontrola vara

Mašina za hermetičko zatvaranje sa integrisanim testom zatvaranja
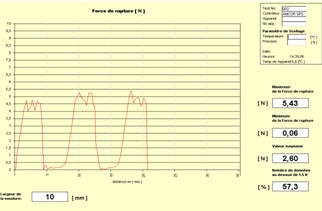
Dinamometar “test odvajanja”

Provera hermetičkog zatvaranja
Zatvaranje i celokupnost sistema pakovanja mora stvoriti mikrobiološku barijeru sprečavajući ulazak bilo kakvih mikroorganizama.